
公司新闻
单螺杆空压机与双螺杆空压机性能比较
单螺杆空压机是空气压缩机的一种,属于螺杆空压机的一种。单螺杆空压机由一个圆柱螺杆和两个对称布置的平面星轮组成啮合副,装在机壳内。单螺杆空压机具有回转空压机的结构简单、体积小和无气阀组件等特点。它具有完整的控制系统,伺服式无级自动调节气量等,以满足用户不同用气量的需求,节能显著,空载运行时,其动耗可减少60%。
单螺杆压缩机有一个主转子、二个控制转子,控制转子从动门转子位于主转子两侧,垂直于主转子布置,并带有无数个齿。通过主转子的转动,咬合两旁从动转子,并在主从转子的旋转和啮合过程中,压缩制冷剂。而机组的能量调节也是通过改变调阀的位置来实现的。
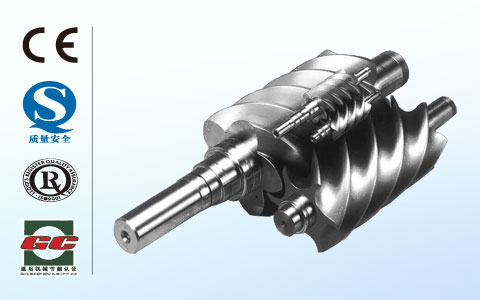
而双螺杆压缩机由一对平行且啮合的阴阳转子构成,通过两个转子间齿的啮合来压缩制冷剂或其它介质。同时转子腔上有一调节滑阀可沿转子轴向平行移动,用以调节制冷剂压缩流量,调节性能方便可靠。
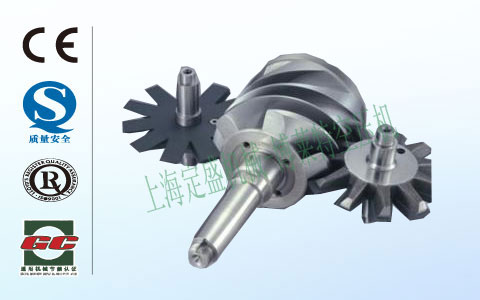
单螺杆压缩机逐渐应用于冷冻、空调领域。目前大多数应用于空调领域,而在工业制冷领域应用很少。由于历史较短,技术远不如双螺杆完善,其进一步推广受到较大的限制。主要的表现有以下几点:
1、单螺杆空压机的物料输送主要靠摩擦,使其加料性能受到限制,粉料、糊状料、玻璃纤维及无机填料等较难加人。
2、当机头压力较高时,逆流增加,使生产率降低。
3、单螺杆排气压力机物料在排气区表面更新作用小,因而排气效果较差。
4、单螺杆空压机不适于某些工艺过程,如聚合物着色、热固性粉料和涂料的加工等。
双螺杆空压机全称双螺杆式空气压缩机,是一种双轴容积式回转型空气压缩机。
由电动机直接驱动压缩机,使曲轴产生旋转运动,带动连杆使活塞产生往复运动,引起气缸容积变化。由於气缸内压力的变化,通过进气阀使空气经过空气滤清器(消声器)进入气缸,在压缩行程中,由於气缸容积的缩小,压缩空气经过排气阀的作用,经排气管,单向阀(止回阀)进入储气罐,当排气压力达到额定压力0.7MPa时由压力开关控制而自动停机。当储气罐压力降至0.5--0.6MPa时压力开关自动联接启动。
双螺杆式压缩机在本世纪中期已得到广泛应用,现广泛使用于制冷、空调、工业压缩等各个领域。由于其优良的部分负荷调节性能以及易损件少等突出优点,在行业中深受欢迎。其特点如下所示:
1、加料容易。这是由于双螺杆空压机是靠正位移原理输送物料,不会有压力回流。因此,带状料、糊状料、粉料及玻璃纤维
等都可加人。
2、在挤出成型量相同时,物料在螺杆中停留时间短。因此适合于那些停留时间长就会固化或凝聚的物料着色和混合,例如热
固性粉末涂层材料的挤出。
3、优异的混合、塑化效果,良好的自洁功能。这是由于两根螺杆互相啮合,物料经受着复杂的纵横向剪切混合所致。
4、优异的排气性能。这是由于双螺杆空压机能使物料在排气段获得完全的表面更新。
5、低的比功率消耗。据介绍,相同产量的单螺杆空压机和双螺杆空压机进行比较,双螺杆空压机的能耗少50%。
因此,单螺杆与双螺杆PK,双螺杆的优势显而易见!双螺杆压缩机在工艺设计成熟程度、可靠性和运行维护的方便性上,是单螺杆远远不及的,甚至从长期来看,双螺杆也依然是空调制冷行业的主流。
空压机是不少企业主要的机械动力设备之一,保持空压机安全操作是非常必要的。严格执行空压机操作规程,不仅有助于延长空压机的使用寿命,而且能确保空压机操作人员安全,下面我们来了解一下空压机操作规程。
一、在空压机操作前,应该注意以下几个问题:
1.保持油池中润滑油在标尺范围内,空压机操作前应检查注油器内的油量不应低于刻度线值。
2.检查各运动部位是否灵活,各联接部位是否紧固,润滑系统是否正常,电机及电器控制设备是否安全可靠。
3.空压机操作前应检查防护装置及安全附件是否完好齐全。
4.检查排气管路是否畅通。
5.接通水源,打开各进水阀,使冷却水畅通。
二、空压机操作时应注意长期停用后首次起动前,必须盘车检查,注意有无撞击、卡住或响声异常等现象。
三、机械必须在无载荷状态下起动,待空载运转情况正常后,再逐步使空气压缩机进入负荷运转。
四、空压机操作时,正常运转后,应经常注意各种仪表读数,并随时予以调整。
五、空压机操作中,还应检查下列情况:1.电动机温度是否正常,各电表读数是否在规定的范围内。2.各机件运行声音是否正常。3.吸气阀盖是否发热,阀的声音是否正常。4.空压机各种安全防护设备是否可靠。
六、空压机操作2小时后,需将油水分离器、中间冷却器、后冷却器内的油水排放一次,储风桶内油水每班排放一次。
七、空压机操作中发现下列情况时,应立即停机,查明原因,并予以排除。1.润滑油终断或冷却水终断。2.水温突然升高或下降。3.排气压力突然升高,安全阀失灵。压机操作动力部分须遵照内燃机的有关规定执行。
更多空压机故障判断与排除的相关知识,请大家持续关注我们官网www.shbolaite.com.cn的知识库,或咨询我们,咨询电话:021-67743035


 官方微博
官方微博 微信公众号
微信公众号

